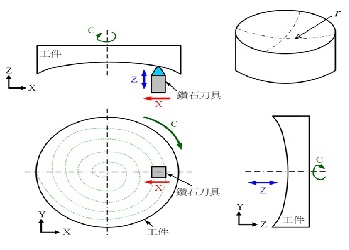
當非軸對稱非球面形狀之加工點在XY平面的座標為 (x, y)時,可由方程式計算得到相對應之Z軸座標位置。進行非軸對稱非球面加工時,可藉由控制加工機之X軸(移動)和C軸(旋轉)將刀具移動至加工點 (x, y)時,輸入由計算得知的非軸對稱組成數據控制快刀伺服裝置作動。這種驅動方式,因快刀可進行高速控制,可避免加工機整體因慣性大造成加工速率低的問題。另外,因現有的桌上型超精密加工機的進刀解析度僅0.1 m,藉由所開發之快刀的解析度能達0.002 m,進而能提升非軸對稱成分修正解析度。
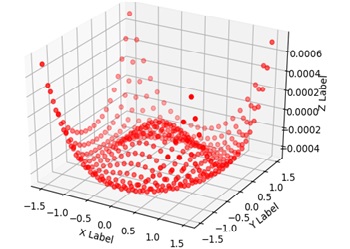
對於非軸對稱非球面之3D自由曲面,因無特徵形狀做為的量測基準,目前並無特定商品化的泛用產品可滿足量測需求。因此,藉由演算法進行曲線擬合,為衡量形狀誤差不可或缺的一環。本研究先前的研究成果,乃運用LM法及基因演算法(GA),以MATLAB語言撰寫形狀誤差的衡量程式,但隨著智慧製造的發展,免費的開放程式逐漸受到各界的重視。
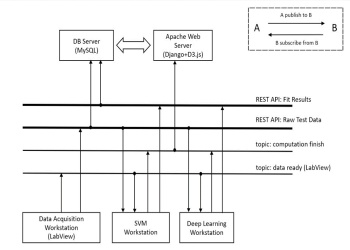
擬建置的雲端系統需能夠支援自動偵測由LabView所擷取之實驗資料,在實驗完畢之後自動將加工數據存入資料庫,並提供RESTful API給其它執行加工數據擬合之電腦自動執行擬合,再把擬合之數據上傳至雲端資料庫中,所有的數據及分析圖表均可在此系統所提供之網頁中查詢。
桌上型四軸CNC超精密加工機
廠牌:TRIDER-X
便攜式音響的小型化和輕量化設備,便攜式圖片設備和小型記錄儀,對高精度電子零件小型化的需求不斷增長,光學系統零件,構成設備的機械元件以及這些零件的高尺寸跟精度需求提高,特別是對於光學要求系統零件,配置精度和表面粗糙度奈米級。

三次元表面形狀量測儀
廠牌:MITAKA 三鷹光器
非接觸式是以光線代替接觸式的觸針。有共焦方式或白色干涉方式等多種不同原理的方式。形狀量測雷射顯微鏡是以共焦原理量測目標物體表面凹凸的顯微鏡。使用雷射光源。系統構成如右圖,將目標物體放置於量測部的XY 載物台上進行量測。

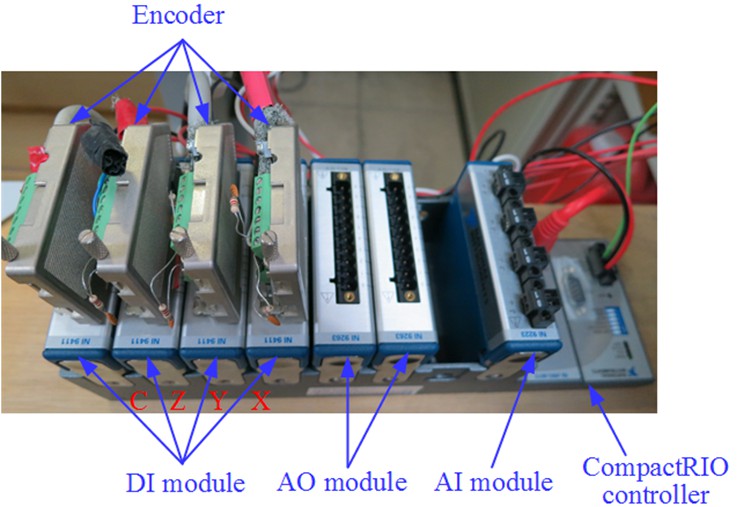
FPGA
廠牌:NI
主要為高速運算,而領域專用架構有三個元素,分別是適應性硬體、近記憶體運算與可支援多樣化資料傳輸模式的晶片內互連。也因為FPGA內部的互聯是非常彈性的,使用者可以依照自己的應用需求,實現各種不同的資料搬移模式,從業界最熟悉的管線式(Pipeline)結構,到一對一/一對多串流式(Stream),甚至廣播式(Broadcast)結構都能支援,使得FPGA的使用者可以針對特定應用需求,使用效率最好的資料搬移模式來處理大量資料。
精密阻抗分析儀
廠牌:Agilent 4294A
適用於電子元器件的設計、論證、質量控制和生產測試的強大工具。電路設計和開發工程師也能從它提供的性能和功能中受益。此外,測量性能和功能為電路設計與開發、材料研究與開發(電子材料和非電子材料)環境提供了功能強大的工具。

國立高雄科技大學 機電工程系/先進機電整合實驗室